











ShenZhen E-BON Industrial Co..Ltd
-Professional manufacturer for the stainless steel products





A practical method for mapping a commercial bar station around the drink-production path, fixed tool positions, clean-to-dirty movement, shared-station ownership and opening resets. It also helps operators and buyers distinguish a true tool shortage from a reset, cleaning-return or fixed-layout problem before changing the barware order.

A commercial buying guide comparing Hawthorne, Julep and fine mesh cocktail strainers by drink method, filtration role, pouring speed, vessel fit and cleaning workload. It gives bars a clear way to choose a practical station combination.

A station-by-station buying plan for commercial bars deciding how many shakers, jiggers, strainers, mixing tools and backup units to order. It explains how peak workflow, menu mix, washing conditions, layout and tool loss change the final quantity.

A practical guide for private-label brands, importers and bulk buyers approving barware before mass production. It covers the PPS checklist, water-weight capacity checks, change control, third-party testing and the handoff to production sampling inspection.

A practical explanation of why wine may seem different in stainless steel, how to identify a real off-flavor, and when steel or glass is the better choice.

This guide explains what a jigger is, why its capacity varies, and how to read common oz and ml markings. It also shows how to use and check the tool, compare major styles, and avoid treating 25/50 ml, 30/60 ml, and 1/2 oz as identical.

This guide helps brand owners, hospitality buyers, importers, and distributors turn a barware concept into a workable product. It explains how use, material construction, finish, logo placement, functional details, sampling, testing, and packaging should be considered together before bulk production.

In custom logo barware production, a logo failure usually begins before printing. The artwork may have been approved without checking the curve of the cup. The ink may have been selected without confirming the coating. A laser setting may have produced a permanent mark, but not the color or contrast the buyer expected.

This article explains how bulk buyers can choose a custom bar supplies manufacturer for stainless steel barware projects. It covers which bar supplies are suitable for factory production, how to prepare a clear RFQ, what to confirm before comparing quotes, how to record sample approval details, and which inspection points matter before bulk production. The guide is designed for distributors, importers, restaurant groups, and private label buyers who need consistent specifications, logo customization, packaging control, and repeatable manufacturing.

This guide helps wholesale buyers, importers, gift companies, and private label brands source stainless steel hip flasks more clearly. It explains what to check before ordering, including material, wall thickness, surface finish, logo customization, packaging, MOQ, sample approval, quote comparison, and bulk inspection.
In custom logo barware production, a logo failure usually begins before printing. The artwork may have been approved without checking the curve of the cup. The ink may have been selected without confirming the coating. A laser setting may have produced a permanent mark, but not the color or contrast the buyer expected.
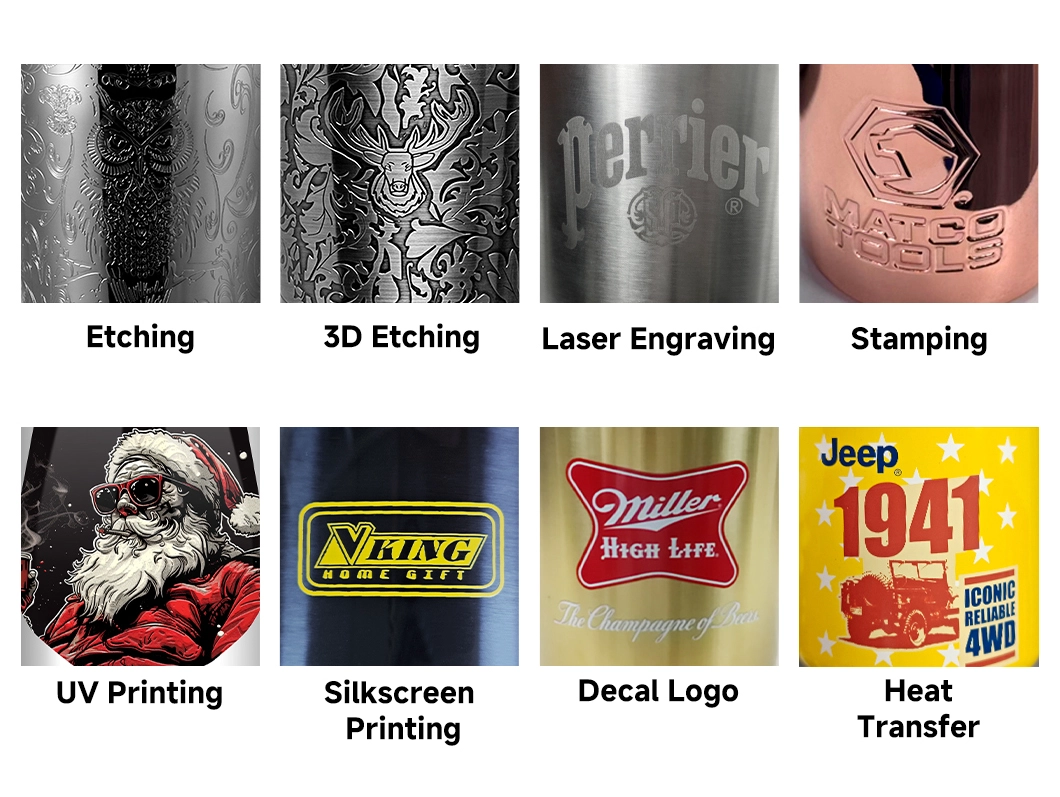
That is why there is no universal winner among laser marking, silk screen printing, decals, etching, molded logos, and embossed logos. The right method depends on what the logo must do, what surface it will be applied to, and how the finished item will be judged. For buyers, those decisions matter more than the name of the process.
A hotel bar, promotional event, retail gift set, and branded product line place different demands on a logo. Commercial barware is handled, stacked, washed, and moved repeatedly. Promotional products often prioritize recognizable color and controlled cost. Retail collections need closer visual consistency because customers inspect the finish at short range.
Start by ranking the order requirements. Is permanent marking the first priority? Must the logo reproduce several brand colors? Does the buyer want a raised tactile feature? Is the artwork highly detailed? Will the item be hand washed or placed in a commercial dishwasher? The answer narrows the process quickly.
The mistake is asking for the strongest, cheapest, most colorful, most detailed, and most tactile result at the same time. Those goals can conflict. A useful supplier should identify that conflict before a sample is made.
The table below is a starting point, not a substitute for sampling. Surface finish, product geometry, ink system, equipment, and the approved test method can change the final recommendation.
| Logo method | Best fit | What can change the result | What the buyer should approve |
|---|---|---|---|
| Laser marking | Precise one-color marks on suitable metal or coated surfaces | The result changes with the laser type, settings, material, and finish | Contrast, depth or layer removal, position, sample result |
| Silk screen | Bold logos with a limited number of solid colors at production quantities | Ink, pretreatment, curing, curvature, and registration affect the result | Color reference, edge clarity, adhesion, care method |
| Decal | Detailed or multicolor artwork that is difficult to reproduce directly | Decal system, curing or firing, edge visibility, and care requirements vary | Artwork detail, placement, color, adhesion, wash expectation |
| Etching | Subtle direct marks where permanence matters more than color | Method and depth must suit the metal, finish, and surface-protection needs | Depth or appearance, edge quality, cleaning and protection |
| Molded logo | A recessed or integrated logo formed as part of the product | Requires tooling and must suit wall thickness, draft, and forming limits | Tooling drawing, depth, location, sample from the intended mold |
| Embossed logo | A raised tactile logo that becomes part of the product form | Tooling cost and structural limits make early approval necessary | Height, edge shape, location, deformation around the logo |
Technical parameters are useful when they explain a production limit or an acceptance risk. They are not useful when they are copied from a machine specification and presented as a universal answer.
Laser power is a good example. A wattage range on its own tells a buyer very little. The laser source, pulse settings, speed, focus, material, coating, and desired mark all affect the result. On bare stainless steel, the goal may be a dark annealed mark without removing material. On copper-plated or powder-coated barware, the goal may be controlled removal of the decorative layer. Those are different jobs, even if the same logo file is used.
Screen mesh count can also matter because it affects detail and ink deposit. But mesh count only becomes meaningful alongside the ink system, artwork line width, substrate, curing conditions, and required opacity. A number that worked for one glass or coating should not be treated as a fixed specification for every item.
Etching depth deserves discussion when the buyer needs a tactile recess, color filling, or a defined visual depth. For a small understated mark, the exact depth may be less important than edge quality, surface protection, and the appearance after cleaning. Molded and embossed logos move the discussion even earlier because draft angle, wall thickness, tooling, and product-forming limits can affect whether the design can be manufactured at all.
The rule is simple: include the parameter when it changes selection, cost, risk, or inspection. State the conditions around it. If the value has not been confirmed on the actual product and process, keep it out of the purchase specification until sampling verifies it.
A logo method cannot be selected from the product name alone. Polished stainless steel, brushed stainless steel, electroplated copper color, powder coating, painted metal, glass, ceramic, and plastic each respond differently.
Direct metal marking can be a strong option for suitable stainless steel. Laser annealing changes the appearance of stainless steel without removing material, while engraving or ablation removes part of the surface. These processes should not be described as if they produce the same finish. Trotec and KEYENCE both distinguish annealing from material-removing laser processes, which is why the required appearance must be agreed before the machine is set.
Printed logos depend on the relationship between the ink and the surface. Cleaning, pretreatment, primer, curing, and surface energy can be as important as the printing method itself. Inkcups notes that stainless steel, coated metal, glass, ceramic, and plastic may require different inks or pretreatment for reliable adhesion. This is especially relevant when a buyer wants one logo specification applied across several barware materials.
Curvature matters too. A straight-sided tumbler offers a different printing area from a tapered cup, a rounded goblet, or a mug with a handle close to the artwork. A flat digital proof cannot reveal every distortion, focus change, or access restriction. The actual marking area must be confirmed on the product drawing or sample.
Consider a buyer who wants a detailed multicolor logo on a copper-plated Moscow Mule mug. The logo must sit close to the handle, keep its brand colors, and withstand frequent use. The request sounds clear, but several requirements compete with one another.
The handle and curved wall may reduce the usable printing area. Fine details may lose definition at the requested size. A color process may reproduce the artwork better, but its adhesion and care requirements must be confirmed on the plated surface. A laser alternative may offer a more permanent direct mark, yet it may alter or remove the copper-colored layer and produce a different contrast.
We would not solve this by choosing a process from a catalogue. We would inspect the vector artwork, identify which brand elements cannot change, confirm the actual marking area, and prepare the most workable options. If necessary, one option would preserve the full-color artwork while another would simplify it for a direct mark. Both would be tested on the actual finish.
The buyer can then approve a physical result rather than an assumption. The difficult part is not running the machine. It is finding the conflict early enough to prevent rework after mass production starts.
“Durable” is not a complete specification. A hotel operator may mean resistance to repeated washing and stacking. A promotional buyer may only need the logo to remain present through an event. A retail brand may focus on scratches, color consistency, and appearance after normal home use.
The test should match the actual failure risk. For printed or coated surfaces, adhesion may be evaluated with an agreed cross-cut or tape method. ISO 2409:2020 describes a cross-cut classification method for coatings, while ASTM D3359 covers tape testing of coating adhesion on metallic substrates. Neither standard should be applied automatically to every logo or every curved product; the parties must first confirm that the method suits the coating, thickness, geometry, and acceptance purpose.
Abrasion testing also needs context. ASTM D4060 is designed for organic coatings on a plane, rigid surface using a Taber Abraser. It may support comparative coating work, but it is not automatically a complete simulation of a curved mug moving through daily bar service. Where wash resistance matters, EN 12875-1 provides a reference method for the mechanical dishwasher resistance of domestic utensils. Commercial dishwasher conditions may still require a separate agreed test cycle.
Color approval needs the same discipline. A Pantone reference is useful for communicating a target, but reflective metal, transparent ink, surface texture, and lighting can change perceived color. When tighter color control is required, the buyer and supplier can agree on measurement conditions and a color-difference limit using a system such as CIELAB, defined in ISO/CIE 11664-4:2019. The acceptance value itself should come from the project, not from a generic blog post.
A reliable approval package should make the sample and the bulk order comparable. At minimum, confirm the product material and surface finish, artwork version, logo method, marking position, dimensions, orientation, color or contrast target, and normal care instructions.
Then define what will be inspected. This may include edge clarity, registration between colors, visible pinholes, scratches around the logo, adhesion classification, wear result, or color difference. Not every order needs every test. The inspection list should reflect the product, the process, and the buyer's market.
The physical sample should use the intended material, finish, and logo method. If a production-equivalent sample is not possible, the difference must be stated clearly. Once approved, the sample, artwork, and written specification become the reference for bulk production and final inspection.
Send the supplier more than a logo file. Include the product or product drawing, material and surface finish, order quantity, target logo position, required dimensions, color reference, intended use, cleaning method, destination market, and any test or compliance requirement.
With those inputs, we can compare the workable logo methods, identify where technical parameters need to be confirmed, and recommend a sample plan. Laser, silk screen, decal, etching, molded, and embossed logos all have a place. The best method is the one that meets the approved appearance and use requirements on the actual product, with a result that can be repeated in bulk production.
Send us your product photo or drawing and logo file. We will assess the most suitable process at no charge and prepare a practical sampling plan for your review.